

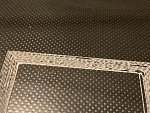
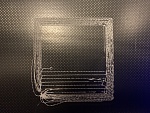
Buenas, llevo varios días comiéndome la cabeza con un problema que tengo con la Ender 3. Decidí imprimir con otro color de filamento (PLA) y al cambiarlo empezó a imprimir como intermitente y a mi parecer más fino que de normal. Pensé que al igual era algún problema con el filamento y puse de nuevo el que estaba usando previamente pero el problema persistía.
He probado a limpiar el extrusor y he cambiado la parte que alimenta por una de aluminio pero el problema persiste. Adjunto unas fotografías para que se entienda mejor el problema.
Decidme si se os ocurre alguna solución posible por favor.

×
 Lo primero
+ Preguntar sobre
Lo primero
+ Preguntar sobre
Configuración
Mi perfil
Contacto
Mail al administrador
- Animación y Rigging
- Errores de programa
- Hardware
- Iluminación
- Impresoras 3D
- Modelado
- Partículas y Dinámicas
- Plugins
- Postproducción
- Render y Cámaras
- Script
- Texturas y Materiales
- Videojuegos
Configuración
Mi perfil
Contacto
Mail al administrador

 Citar
Citar
