

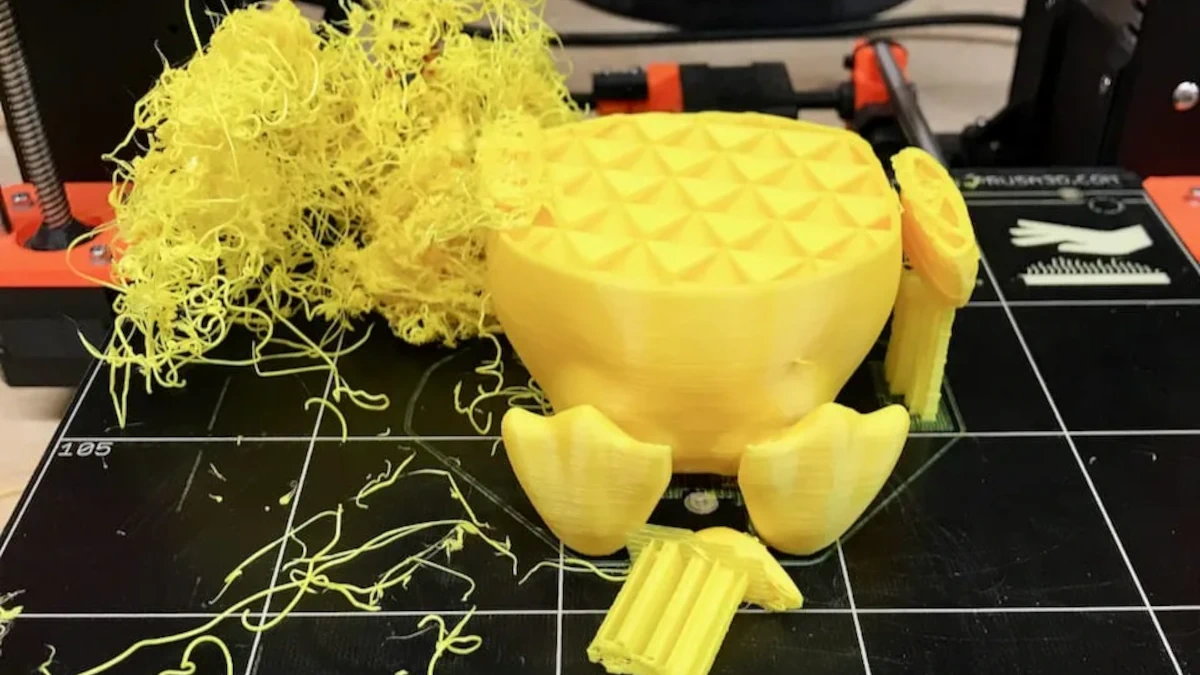
La deformación del filamento es un problema común, especialmente entre los principiantes en la impresión 3D. Aunque el PLA tiene menos dificultades en comparación con otros filamentos como ABS y Nylon, debes tener en cuenta que los filamentos de PLA con materiales adicionales, como madera y metal, tienden a deformarse más fácilmente.
Si deseas resolver el problema de deformación del PLA, es importante asegurarte de que la cama de tu impresora 3D esté nivelada correctamente. Puedes utilizar un recinto para evitar corrientes de aire que puedan afectar la impresión. Además, verifica que la altura del extrusor en la primera capa sea la adecuada. Para mejorar la adherencia de la cama, puedes utilizar cinta azul y barras de pegamento, como el pegamento escolar Elmer's Disappearing.
Una forma sencilla de comprobar si la primera capa se adhiere correctamente es imprimirla y observar si se pega adecuadamente o si se parece más a un espagueti. Siempre utiliza los ajustes de temperatura recomendados por el fabricante del filamento.
Soluciones más completas que la anterior
El párrafo anterior proporciona una respuesta rápida, pero si deseas obtener una solución más completa es mejor que sigas leyendo.
Una de las principales soluciones para evitar la deformación es nivelar correctamente la cama de impresión. Al nivelarla de manera adecuada, garantizas que el material se extruya uniformemente, evitando la pérdida de adherencia o la deformación de un lado después de imprimir varias capas.
Después de nivelar la cama, es importante ajustar el desplazamiento Z o la distancia entre la boquilla y la cama. Este ajuste se realiza para equilibrar la adhesión de la cama y el flujo del filamento. Algunas impresoras 3D ofrecen la opción de nivelación automática de la cama, lo cual facilita el proceso.
Si se realizan correctamente estos dos pasos, se obtendrá una primera capa perfecta y uniforme. De lo contrario, es posible que se detecten problemas desde la primera capa impresa, lo cual evitará desperdiciar más filamento en impresiones defectuosas. En conclusión, cuanto mejor nivelada esté la cama de tu impresora, menos problemas de deformación del PLA enfrentarás en el futuro.
Tener la cama bien nivelada es fundamental
Para comenzar el proceso de nivelación, asegúrate de que la boquilla esté limpia y lista. Si hay restos de plástico en la punta de la boquilla, puedes limpiarlos fácilmente con un paño de algodón. Además, recuerda limpiar la cama con una hoja de afeitar.
Una vez preparado, puedes comenzar a nivelar acercando la boquilla a las esquinas de la cama y ajustando la altura de manera que una tarjeta de índice apenas pueda deslizarse entre la extrusora y la cama. Repite este proceso para los tres lados restantes de la cama.
Después de nivelar, imprime la primera capa y observa los resultados. Una buena capa debe verse igual en toda la cama. Si notas que la capa está muy aplastada o delgada, puedes aumentar el desplazamiento Z. Por otro lado, si el filamento no se adhiere a la cama o la boquilla está demasiado lejos de la cama y el filamento sale como espagueti, disminuye el desplazamiento Z.
Es recomendable imprimir las piezas en 3D lejos de corrientes de aire o cualquier flujo de aire. Utilizar un recinto para la impresora 3D puede ayudar a evitar este problema. Si no tienes un recinto, puedes construir uno.
La cinta azul y las barras de pegamento son útiles para mejorar la adherencia de la cama de impresión. Puedes comprar cinta azul en una ferretería o tienda de comestibles, siempre que sea de buena calidad. Cubre la cama con una capa de cinta azul, asegurándote de alinearla correctamente sin espacios, superposiciones o burbujas de aire. También puedes aplicar una barra de pegamento sobre la cinta para lograr una mayor adherencia. El pegamento escolar Elmer's Disappearing es una buena opción, especialmente para PLA con componentes de madera.
No te olvides de las temperaturas
Los ajustes de temperatura son importantes al imprimir con PLA. Los filamentos de PLA con componentes de madera suelen requerir ajustes y temperaturas recomendadas específicas, que pueden variar ligeramente entre diferentes fabricantes. Puedes experimentar con diferentes configuraciones de temperatura y obtener acabados variados con el mismo filamento. A medida que aumentes la temperatura, la pieza final tendrá tonos más oscuros.
Es común configurar la temperatura de la boquilla entre 180 y 220 grados Celsius. Sin embargo, recuerda que la madera es inflamable, por lo que no debes calentar demasiado el filamento y asegurarte de que se extruya lo suficientemente rápido. Se recomienda utilizar una boquilla de diámetro estándar mayor a 0,4 mm para evitar obstrucciones. En general, el filamento PLA de madera no suele requerir una cama caliente. Si tu impresora tiene una cama caliente, puedes probar una temperatura precalentada de la cama entre 40 y 70 grados Celsius.
La configuración de retracción también juega un papel importante al imprimir con filamentos de madera. Las partículas del filamento pueden interferir con la capacidad de la boquilla para mantener la presión de succión después de la retracción, lo que puede resultar en supuraciones al inicio y final de cada segmento de impresión. Puedes utilizar funciones de software como la navegación por inercia para evitar estos problemas. Ajustar un valor negativo para la distancia adicional de reinicio puede ayudar con el problema de exudación debido a las fibras de madera.
Conclusiones de resolver problemas con la deformación del filamento
En resumen, ahora tienes un plan sólido para resolver el problema de deformación del PLA. Es hora de poner en práctica los métodos que aprendiste para reducir la deformación en tus impresiones. Nivelar la cama y mejorar la adherencia son pasos fundamentales que te ayudarán a obtener mejores resultados. Conforme adquieras más experiencia, notarás menos deformaciones en tus impresiones.
×
 Lo primero
+ Preguntar sobre
Lo primero
+ Preguntar sobre
Configuración
Mi perfil
Contacto
Mail al administrador
- Animación y Rigging
- Errores de programa
- Hardware
- Iluminación
- Impresoras 3D
- Modelado
- Partículas y Dinámicas
- Plugins
- Postproducción
- Render y Cámaras
- Script
- Texturas y Materiales
- Videojuegos
Configuración
Mi perfil
Contacto
Mail al administrador

 Citar
Citar

